Engineered water purification, made and tested in Tempe, AZ since 1985.
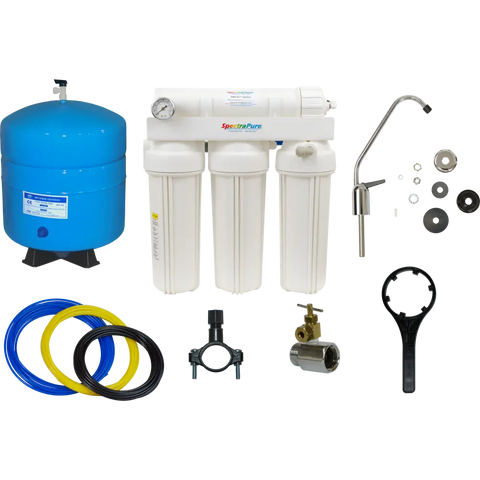
Reverse osmosis and RODI systems built by hand, with membranes processed and tested in our own facility.
- 99% Stabilized rejection
- 1985 Founded
- 100% Built in AZ
- 4.9★ 942 verified reviews

- Founded 1985Tempe, Arizona
- Membrane Tested & Leak CheckedEvery RO and RODI system
- Layered DI ResinMade in-house — nowhere else
- Lifetime Tech SupportTalk to a real engineer
MADE IN HOUSE
Custom formulated, hand made, batch tested, unparalleled quality
We’re the only company that formulates, rinses, and loads its own DI cartridges in-house — every one built in our Tempe facility with the highest-grade resins available. Competitors resell premixed resin from a third party; we engineer ours mix by mix, layer by layer, including our MaxCap and Silica Buster. The result: a flatter TDS curve, fewer cartridge swaps, and zero-TDS water that lasts.
- MaxCap A Roughing cartridge that extends the life of every cartridge downstream, saving you money on DI
- Silica Buster The only DI cartridge formulated to remove high levels of Silica - keep your tank and coral safe even in the worst water
- 18.2 MΩ Custom mixed-beds with lab-grade resins that last — the highest-purity water, fewer filter changes, no compromise
Built for the way you use water.
Choose a system spec'd for your source water and target output.
Aquarium & Reef
RODI water for reef-keeping. TDS near zero.
Shop aquarium & reefDrinking Water
Under-sink RO and remineralization for great-tasting water.
Shop drinking waterHydroponic
Pure feed water for nutrient-controlled growing.
Shop hydroponicCoffee
Custom water profiles for cafés and home baristas.
Shop coffeeLab & Commercial
Type II / III water and high-volume RO systems.
Shop lab & commercialSystems built to last
Our systems and filters are tested on Tempe Tap Water, ensuring they are built to last even in the toughest environments





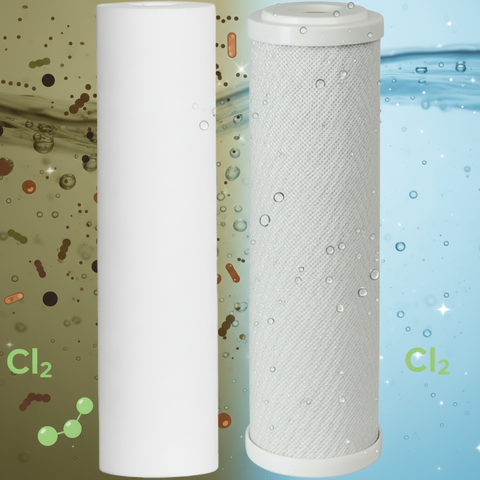
Replacement filters, membranes, and resin.
Reorder the consumables your system needs to keep producing on-spec water.



Engineered systems built to your specification
From 1,000 GPD pharmaceutical compounding water to 20,000 GPD aquaculture and hydroponic operations. Every PSP system is built, programmed, and tested in Tempe, AZ.
PSP systems run at a 3:1 product-to-waste ratio — three gallons of pure water for every one gallon of waste — at 99% rejection.
Used in reef rooms, roasteries, and labs.
"Stable 99% rejection at our well's hardness. Easy to service."M. Alvarez — Reef keeper, 240g system
TDS 0 PPM after 18 months
"We spec'd a 200 GPD system for the cafe. Two years in, no production drop."J. Park — Head roaster
200 GPD continuous
"Their tech support walked me through replacing the membrane in 15 minutes."S. Patel — Lab manager
Type II water output
TRUSTED BY NASA, NATIONAL LABS, UNIVERSITIES & FORTUNE 500